

 全屋石材定制设备解决方案
全屋石材定制设备解决方案

服务热线
18653576781
全屋石材定制设备解决方案
18653576781
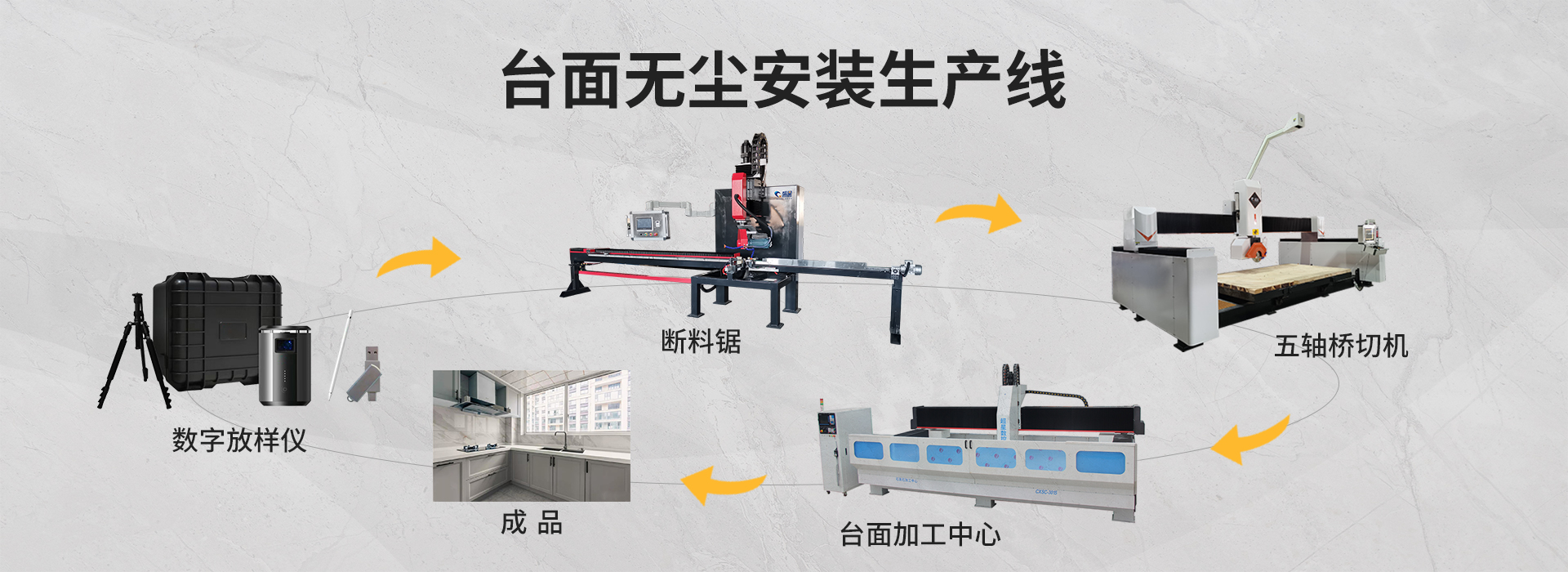

 网站首页 > 石材雕刻机生产装配
网站首页 > 石材雕刻机生产装配 这篇文章我们将继续来了解石材雕刻机生产装配技术的要点,上次文章我们说了七点需要注意的事项,这次将讲述剩下的六点内容,接下来一起来浏览文章,来看一看是哪六点内容吧!

8、轴承装配之前应清洗,洗除防锈漆后才能装配;清洗时应注意检查滚道和滚动体有无锈蚀,转动是否灵活;轴承装配时应在配合件表面涂一层润滑油,装配时如发现压力相差太大,应停止装配进行检查;轴承装配时,无型号的一端应朝里,靠轴肩方向;套装轴承时加力的大小、方向、位置应适当,不应使滚道这滚动体受力,应均匀对称敲打,不可猛击,保证端面与轴垂直,防止安装倾斜。
9、螺纹连接应采用防松装置,根据实际情况和设计要求选用以下常用防松装置;双螺母防松;弹簧垫圈防松;开口销防松;止动垫圈防松圆螺母与花垫防松;对称多个螺栓拧紧方法应采用对称顺序逐步拧紧,条形连接件应从中间向两方向对称逐步拧紧。螺栓连接的罗纹的尾部应突出螺母。
10、做到边装配边检查。
11、认真做好开车事前检查工作。例如:检查装配工作的完整性、各连接部分的准确性和可靠性、活动件运动的灵活性、润滑系统的正常性等。
12、认真做好启动过程的监视工作。机器启动后,应立即观察主要工作参数和运动件是否正常运动。主要工作参数包括运动的速度、运动的平稳性、主轴旋转情况、润滑油压和、温度、振动和噪声等。只有当启动阶段各运动指标正常、稳定,才能试运转。
13、按各种石材雕刻机产品的验收条件进行试运行,检测有关项目。例如:走刀速度和行程的调整与测试,升降运动行程调整,主轴旋转精度的测试等。

以上便是继上次文章所剩下的六点石材雕刻机生产装配技术的内容,希望对各位使用石材雕刻机的老板和使用石材雕刻机的技术员工能提供有价值的帮助。
下一篇:怎样排除泡沫雕刻机电脑故障?